
Cement companies, whose core business is to transform limestone (CaCO3) from their quarries into lime (CaO), using considerable amounts of both fuel and electricity during the grinding operations upstream and downstream of the firing process, are responsible for around 7% of global CO emissions2 mondiales.
Currently committed to carbon neutrality and reducing their environmental impact, they are exploring several avenues, the main ones being: alternative raw materials and fuels, capture of CO2emissions and optimisation of energy use.
The use of alternative raw materials or fuels has a direct impact on the entire manufacturing chain. Indeed, since it is essentially a mineral transformation process, this manufacturing process must be controlled at the various stages more frequently than before by directly analysing the physicochemical or mineralogical properties of the intermediate products: raw meal, hot meal, clinker and then cement.
These different controls can be carried out either on-line, or centrally with an Autolab, or even with the help of an advanced hybrid solution combining some on-line measurements and others being centralised.

Industry 4.0, which aims to make use of the capabilities of artificial intelligence to optimize and automate the operation of the various facilities in a factory, has made the need for accurate, reliable and high frequency data even more critical – or even in continuous – on intermediate products
This is the purpose of our analysers, which enable the factory to retrieve this data directly into its control system with the necessary accuracy, reliabilityand frequency.


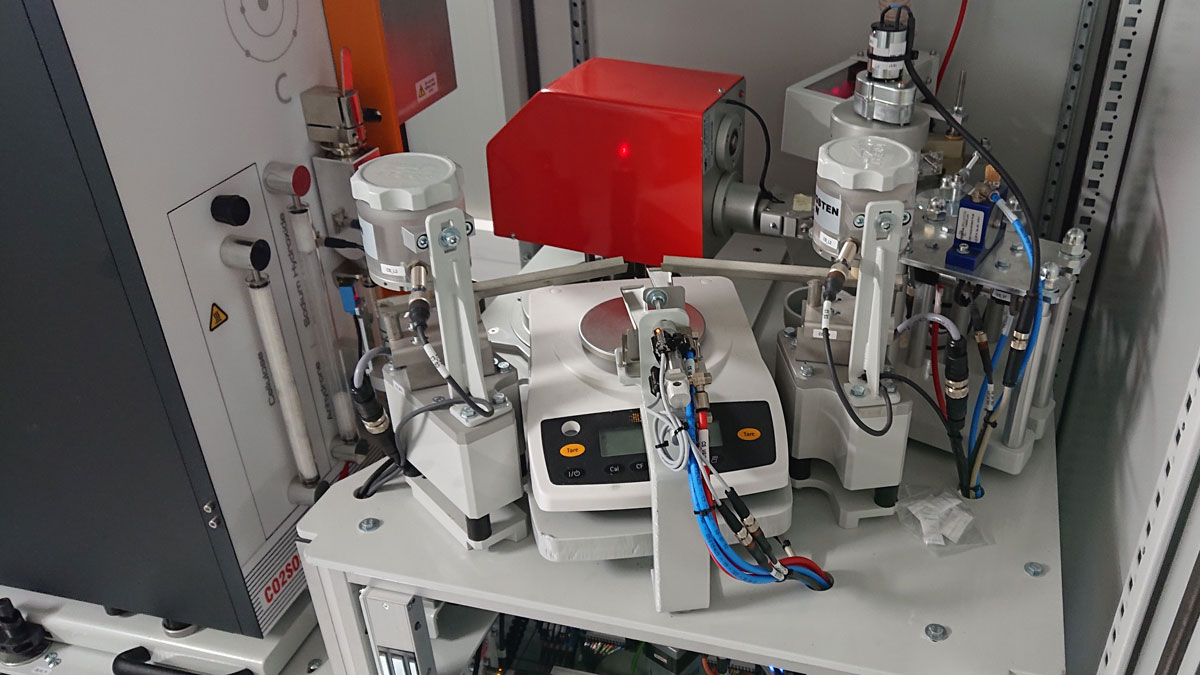
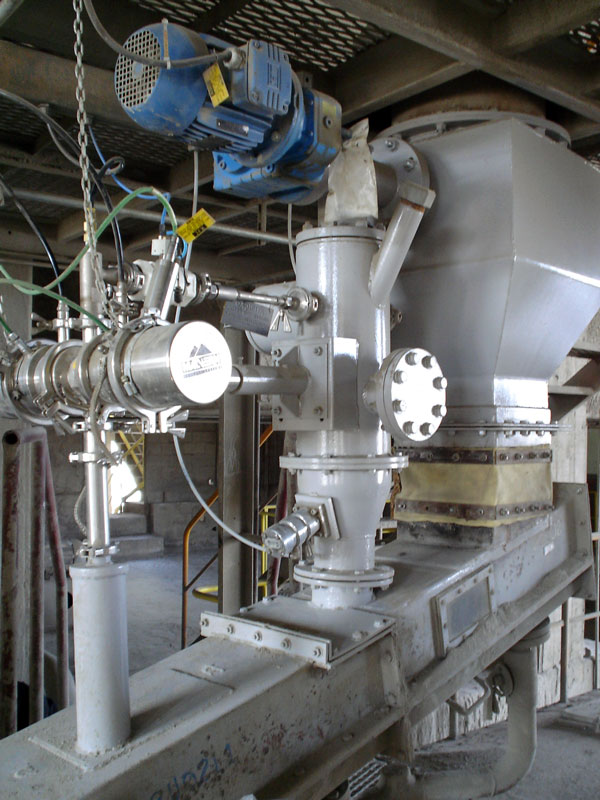
“At line” controls
Our analysers, when installed as close as possible to the process, allow high frequency measurement of loss of ignition on hot meal or cement, free lime in clinker, des gypsum/limestone additions in cement.
Our solutions also allow continuous analysis of kiln inlet gas composition of cement particle size distribution.
This kind of configuration offers many advantagescompared to a centralised solution: more frequent measurement, independent control points, generally lower CAPEX…
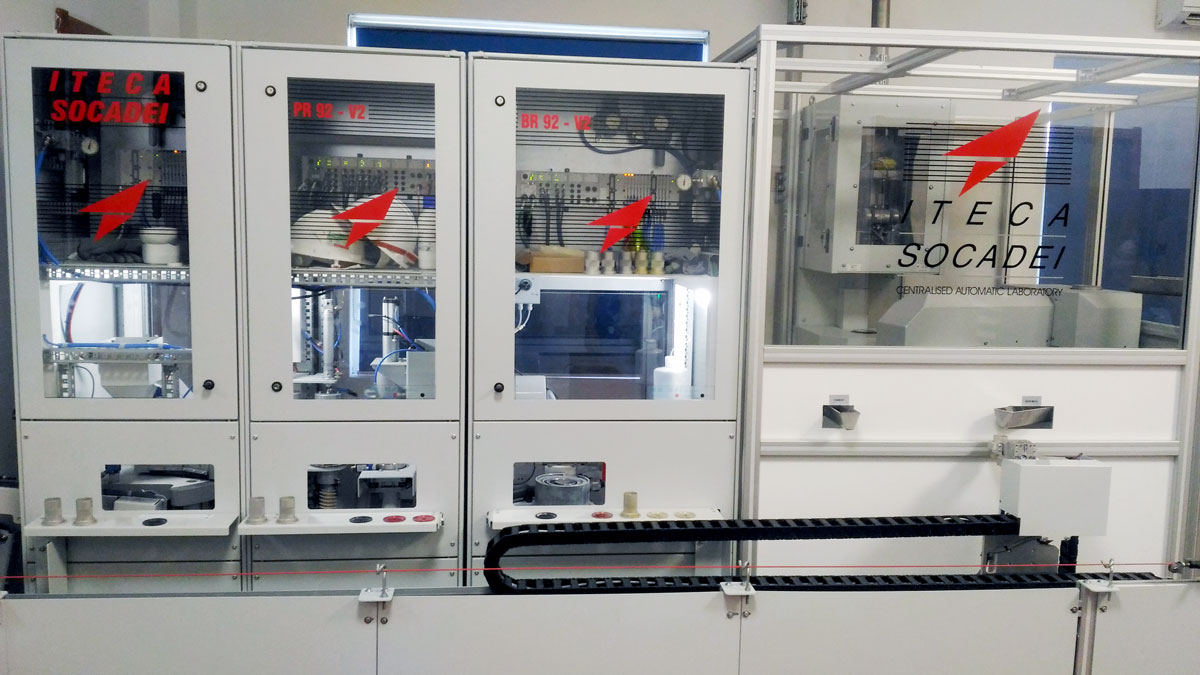
with Autolab
This comprehensive solution integrates the different systems for Sampling, Transport, Preparation and Analysis. It allows all the controlsto be carried out in one single room with shared analysers.
This type of configuration is particularly interesting when the plant integrates many mills and/or several kilns.






Our kiln seal meets the need to optimise the use of thermal energyby preventing heat losses.

Our ball sorter has the same objective with regard to the electrical energy used during the grinding process.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

